Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TECHSUPPORT #63
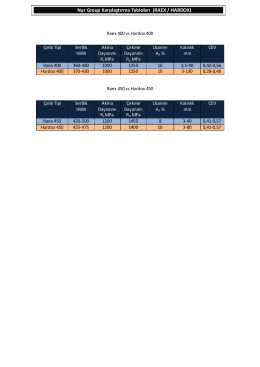
Nur Group Karşılaştırma Tabloları (RAEX / HARDOX)
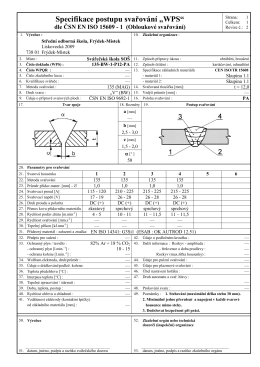
Zváranie materiálov Hardox® a Weldox®
Zváranie materiálov Hardox® a Weldox®
EVB ELEKTRÓDA INOX R 29/9 SŽ Ťažko zvariteľné materiály
Program konference
HARDOX V PRAXI
135 - Střední odborná škola
LUN 3520 - Letecká palubní radiostanice
Příloha ke Směrnici č
Hardox v praxi
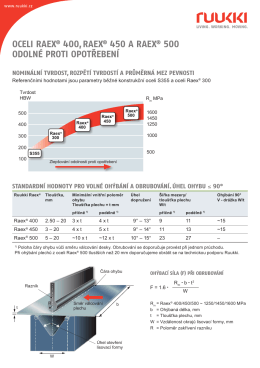
OCELI RaEx® 400,RaEx ® 450 a RaEx® 500 ODOLNÉ
Ekodizajn transformátorov v EÚ
PATRIK EICHLER Když zemi vládne lid Americký historik
nástroje s reliéfem - Sp
Obsah v pdf - Sklář a keramik
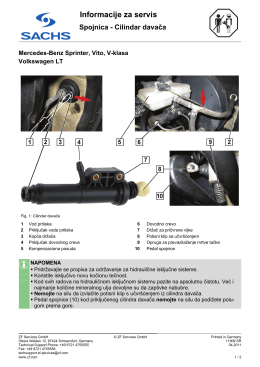
Servis spojnice/ cilindra davača
Ako reklamovať tento výrobok? Doručenie
Technický list Alpina Standard
Kompozytowe zwierciadla w technologii SMC
WK 61 | WK 62 WK 80 | WK 85
katalógový list