Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
příručka svařování - Products
CastoMag
2 2012
Tvárná litina® - OtahalConsult
Dates and Prices 2015 - The English Language Centre
fázová transformace v austenitické oceli vyvolaná plastickou deformací
pribor
EutecTrode®
Spektrum 1/2011
2 2010
Pracovní list č.8.pdf
PC 543 Nb - Panzercrom Plate
Conference program_TR2013_english
nabídkový sortiment 2015
Persta - IBL Slovakia, sro
číslo 5 a 6 - Strojírenská technologie
Katalog 1
prezentácia PDF
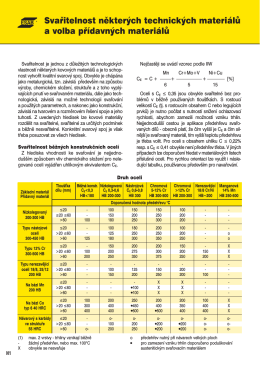
Svařitelnost některých technických materiálů a volba přídavných
PROFIL SPOLEČNOSTI - K
Výber - htg.sk
ESAB News 1-2 2012
Zváranie materiálov Hardox® a Weldox®