Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
CastoMag
příručka svařování - Products
ลวดเชื่อมสำหรับแก๊สคลุมตามมาตรฐาน AWS
m. doğanlar
1. Milyen - glink.hu
Plechy
Otevřený dopis zastupitelům obce Vítězná
HYDROXID SODNÝ TECHNICKÝ, NaOH
CHLÓRNAN SODNÝ TECHNICKÝ, NaOCl
Katalog 2 - SVAŘOVÁNÍ, VELKOOBCHOD
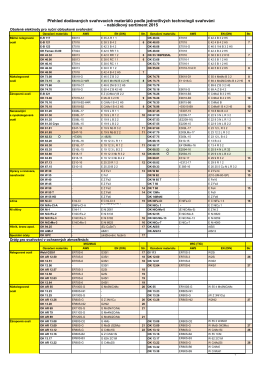
nabídkový sortiment 2015
RESIMAC Resichem 501 CRSG
Technicke listy MC-RIM PROTECT-MR
Lineárna algebra – ako riešiť sústavu rovníc príklad: Kirchhoffove
niklu a jeho zliatin
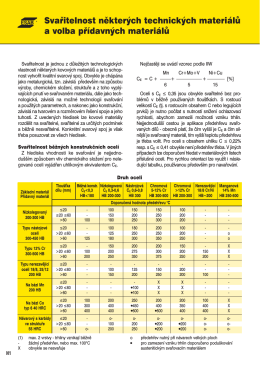
Svařitelnost některých technických materiálů a volba přídavných
Pájení Fontargen - Böhler Uddeholm
TU - Tribotechnika
2 2010
Výber - htg.sk
ESAB News 1 2011
SERIES 2410 - ERGONOMIC FOOT SWITCHES
spektrum2_2010 SK.indd