Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
EutecTrode®
Celý text ukázky v pdf
PŘEHLEDOVÝ KATALOG
příručka svařování - Products
ů,3¦ *"+2 /"
Daha fazla bilgi için lütfen BoilerTec broşürümüzü
Seznam obchodníků - Výstaviště České Budějovice as
XL - ACME.net.pl
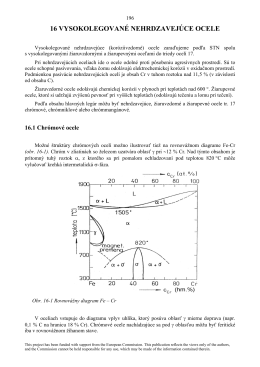
16 vysokolegované nehrdzavejúce ocele
Xuper Nucleotec 2222
นิกเกิลอะลูมินัมบรอนซ์โลหะผสมความแข็งแรงสู - กรมอู่ทหารเรือ
NAŠE RÚRY = VÁŠ ÚSPECH
Letní semestr
CastoMag
stažení - Střední průmyslová škola a obchodní akademie
Priemyselné hadice
Middle East Textile Machinery Exhibition
Bentonitový zpravodaj 2/2011
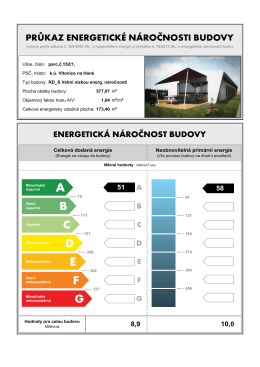
Celková dodaná energie Neobnovitelná primární energie
Calcium signalling in health and disease
SAZEBNÍK TRANZITNÍCH SLUŽEB Č. 1/2010
Praktická cvičení z patologické fyziologie pro studenty 3
2. číslo březen 2012 1 MB