Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
v roku 2012 - Výskumný Ústav zváračský
Six événements majeurs qui changeront le
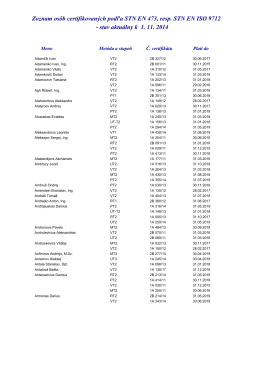
Zoznam osôb certifikovaných podľa STN EN 473, resp. STN EN ISO
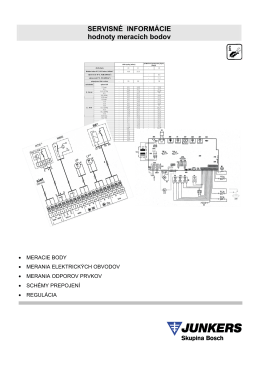
0 - Junkers
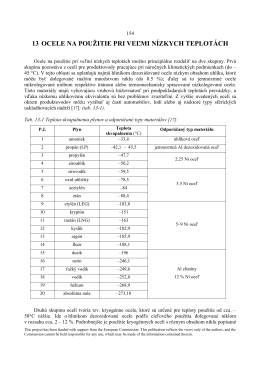
2.13 Kryogénne ocele
TUESDAY, February 5, 2013
ODBORNÝ PROGRAM
Nawlatyna Marta, CV, schoenherr, pl
9 jemnozrnné ocele
TRADÍCIA INOVÁCIA VEDOMOSTI
v 1. polroku 2009 - Výskumný Ústav zváračský
VÚZ VZ-6 VÚZ VZ-6 - Výskumný Ústav zváračský
Tepelné zpracování niklových superslitin