Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
VÚZ VZ-6 VÚZ VZ-6 - Výskumný Ústav zváračský
pisnica OZ 18.12.2014.pdf
VarioSynergic 3400/4000/5000
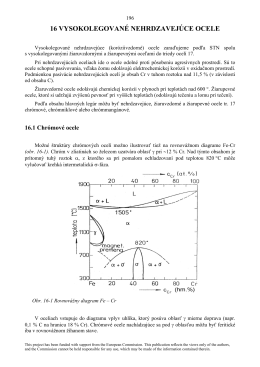
16 vysokolegované nehrdzavejúce ocele
dokument w formacie
Rakúsko opäť bližšie - Výskumný Ústav zváračský
v roku 2012 - Výskumný Ústav zváračský
Metodicky pokyn - sablona CZ
Výzva na predkladanie ponúk v podprahovej zákazke
ročník LXIII . 2015 . číslo 9–10 - Časopis SLÉVÁRENSTVÍ
Zoznam osôb certifikovaných podľa STN EN 473, resp. STN EN ISO
Bodovacie zariadenia pre naváranie svorvníkov
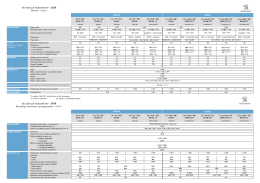
Prohlédněte si technické údaje vozu Peugeot 208.
Rockwool - bezpečnostný list
TiNox-Cut_technologie_frezovani.pdf
EDDYSCAN-4 - Výskumný Ústav zváračský
99 Kč - FOTOLAB.cz
ROCˇNÁ SPRÁVA | ANNUAL REPORT
Ročná spRáva / annual RepoRt
ROČNÁ SPRÁVA s ANNUAL REPORT
! LIST!OTWARTY - Instytut Hematologii i Transfuzjologii
BEZPECNOSTNl LIST O2 electrolyte
Mobil Tank broşür