Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Програмирање NU глодалица помоћу
Folie 1 - environment
الأرض المقدسة
Stáhněte si č. 10 v PDF - Česká společnost pro údržbu
letölthető árlista - Ador
Dostępne modele *
Svět strojírenské techniky číslo 1/2011 (PDF, 2.31 MB)
Opravy, náhradní díly a servis pro oblast průmyslové
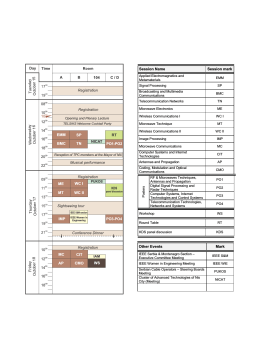
Telsiks 2013 program - satnica za WWW-1
katalog včetně cen
SOČ-SANITARNY VOZIK
Cenník pätiek BERNINA platný od 18.03.2011
STREDNÁ PRIEMYSELNÁ ŠKOLA KOMENSKÉHO 2, 040 01
Interakcje między NOS i HO
ŠkVP - ssoš sez krompachy
ovdje - euraxess montenegro
UPUTSTVO ZA STUDENTE KORIŠĆENJE LMS SISTEMA
UPUTSTVO AGP VUČENI_2014_SRB_23062014
Konkursna dokumentacija
Rezni alat
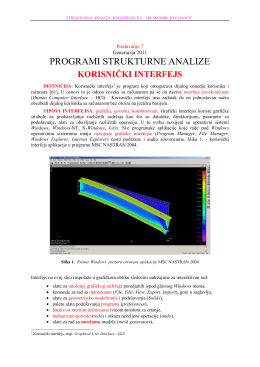
predavanje-7 2011 programi strukturnih analiza
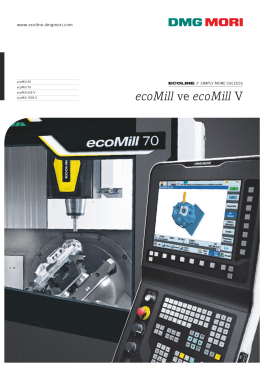
ecoMill ve ecoMill V
ecoTurn - DMG MORI Türkiye