Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
ULTRASONİK İŞLEME YÖNTEMİ
Grupy seminaryjne – obrony od czerwca 2016 roku
Yanıklı Hastaya Yaklaşım
MÜHENDİSLİKTE İLERİ PROGRAMLAMA
SCANIA RAMAZANI ve BAYRAMI ERKEN
Organizator konkursu
Göster/Aç - İstanbul Bilim Üniversitesi
İzdüşüm - TeknikBelgeler.com
enerji
Su Jeti İle İşleme
Toz Kömür Brülörü - Personel Web Sistemi
Pnömokonyoz
LAZER ALANLARI ALTINDA KUANTUM KUYUSU İÇİNDEKİ
Zebra Mobil 2
Akreditasyon Sertifikası Eki (Sayfa 1/2) Akreditasyon Kapsamı
İyon Işını İle İşleme
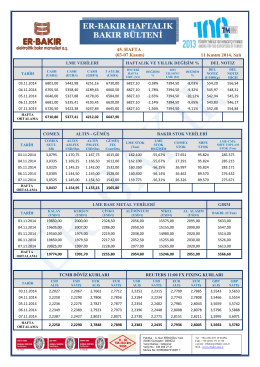
İndir - Er
HOLLANDA
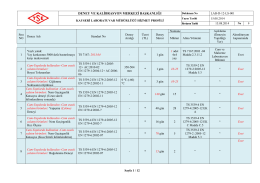
Kayseri Laboratuvarı Hizmet Profili
KIM548 İleri Fizikokimya II
Örnek
Guncel Pediatri Kongre Sayisi
0216 530 1701 Selimiye Kışla Cd. No: 8B Üsküdar, İstanbul Plato