Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
5. Sunum
Makaleyi incelemek için TIKLAYINIZ
AHU Plus - Air Plus İklimlendirme Sistemleri
7. Sunum
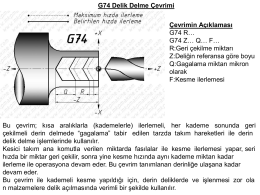
cnc programlama 4
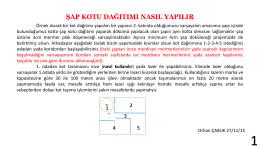
Şap Kotu Nasıl Verilir
TEMEL ELEKTRON*K -1- - Hacettepe Üniversitesi Robot Topluluğu
Al-Si Kaplamalı Otomotiv Çeliklerinde Lazer Kaynakli
ile 1
1199 - Ege Üniversitesi Diş Hekimliği Fakültesi
8. Sınıf deneme sınavı
DR-502 - Desimal Elektronik
1 Vlastnosti kapalin a plynů
MOLİBDEN,RENYUM,TANTAL,TUNGSTEN,ZİRKONYUM
MÜHENDİSLİK FAKÜLTESİ - Anadolu Üniversitesi
Safe-to-see - WHO+Vision
Spektrofotometre - Adnan Menderes Üniversitesi
disk sürücüler
HUAT - Kurttekin
1210 - Ege Üniversitesi Diş Hekimliği Fakültesi
buzul ortamı - Mert Garagon
ÇÖZELTİLER VE SINIFLANDIRILMASI
FEN VE TEKNOLOJİ DERSİ YAZ KİTAP ÖNERİLERİ 5. SINIF YAZ