Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
tpm 16 kayıp - Yrd. Doç Dr. Ferhat Güngör
LAPAROSKOPİK CERRAHİ
basel ııı - Bankacılık Düzenleme ve Denetleme Kurumu
örnek sayfalar - Ezbersiz Matematik
devamı - Trakya Birlik
Türkiye aleyhine, zorla kaybetme eylemleri nedeniyle çok
ÚDRŽBA č. 3/2010 - Slovenská spoločnosť údržby
Ekonomik Büyüme Analizleri
UDHB AR-GE DESTEKLERİ HAKKINDA SIKÇA SORULAN
4. göğüs travması
0 - Akkayalar
Cebir Notları
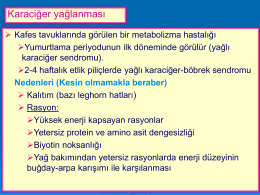
Slayt 1 - Uzman Veteriner
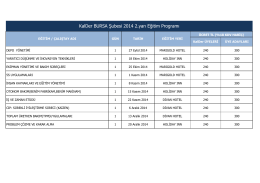
KalDer BURSA Şubesi 2014 2.yarı Eğitim Programı
Istanbul Bogazi Kiyisinda Top-Down
Čo je TPM? - IPA Slovakia
İndir - Baykal Makine
1210 - Ege Üniversitesi Diş Hekimliği Fakültesi
Čo je TPM? - IPA Slovakia
IDC Savunma Sanayii - Biyolojik Ajan Tespit Sistemi
Sosyal Medya Araçları Yayın araçları
Comisa 2014 Kataloğu
Coca Cola Bursa sunum