Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Ch 21 Talaş Kaldırma Teorisi
BL. - bağlar ilçe millî eğitim müdürlüğü
ERCLEAN DG-25 Yüzeylerde kirlilik oluşturan petrol
CRN13752Kaynak Ödevi Son:Final Sınavı Başlangıcı
Ch23-Kesici takım teknolojisi
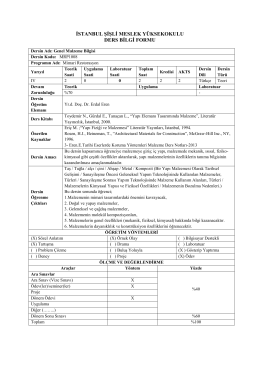
Genel Malzeme Bilgisi - İstanbul Şişli Meslek Yüksekokulu
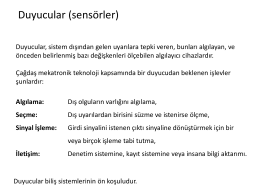
Algılama - yarbis
Aysun TONKA - Trakya Üniversitesi
Ch22 Talaş Kaldırma Yöntemleri
ders uygulama belgesi
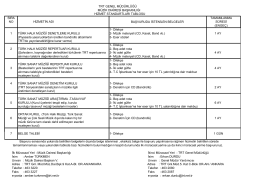
Müzik Dairesi Başkanlığı
Üretilen Ham Petrolden Yerel Yönetimlere Pay Ayrılması Mahmut
ders uygulama belgesı 2014
Znalecky_posudek - Mart
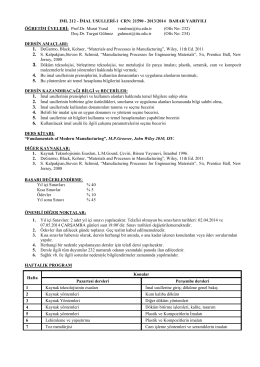
IML 212 KAYNAK ÖDEVLERİ – 02.04.2015 Ögrenci No Ad Soyad
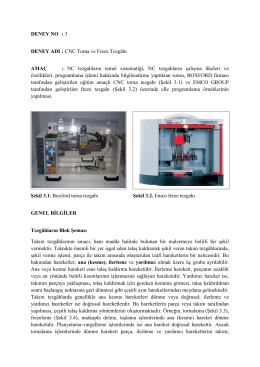
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ
PDF dokument
Yüksek Binalarda Alüminyum Cephe Sistem Seçimi
Karaburun Silikyeradlarında (Mikrotoponimlerinde
sunum
ATATÜRK ÜNİVERSİTESİ
yıldırım beyazıt üniversitesi mühendislik ve doğa bilimleri fakültesi
Temel Kavramlar Atatürk Üniversitesi Açıköğretim Fakültesi 13