Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Ch23-Kesici takım teknolojisi
İmal Usulleri 2 - Kafkas Üniversitesi
Tornalama Kaliteleri
ag40l pdf indir
CRN13752Kaynak Ödevi Son:Final Sınavı Başlangıcı
Ch 21 Talaş Kaldırma Teorisi
Görünürlük Rehberi - BEBKA | Bursa Eskişehir Bilecik Kalkınma Ajansı
fen1 - Kartanelerim.com
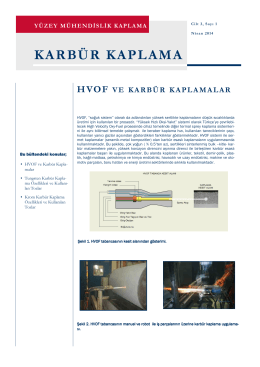
Karbür Kaplama - Yüzey Mühendislik Kaplama
TAŞ YÜNÜ - Celal Bayar Üniversitesi
2. BÖLÜM: - Fensiz Olmaz
Ch22 Talaş Kaldırma Yöntemleri
Aysun TONKA - Trakya Üniversitesi
PDF:5MB
Kitap 2
Tipo Baskı
SÜRTÜNME KARIŞTIRMA KAYNAĞIYLA BİRLEŞTİRİLMİŞ
Düz ve Helisel Dişlilerin Tasarımı (Problemler)
Akreditasyon Sertifikası Eki (Sayfa 1/1) Akreditasyon Kapsamı Dr. H
VİTRAY - Anadolu Haber Gazetesi
Kullanma Kılavuzu
Kullanma Kılavuzu
AD35L / AD55L