Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Karbür Kaplama - Yüzey Mühendislik Kaplama
SUPE TOPLA PREDJELA
Yaklaşım Kariyer Deneme Testi CEVAP ANAHTARI
istanbul kalkınma ajansı paydaş anketi
13:30-14:40 11:10-12:30 09:30-10:50 15:10
Kullandığınız teknolojilerin merkezinde
Ch23-Kesici takım teknolojisi
View/Open
Görüşme Talep Edeceğiniz Akademisyenler İçin Bilgi Formu
Slayt 1 - Bilecik Üniversitesi
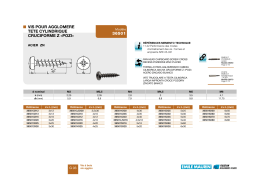
Vis pour aggloméré tête cylindrique cruciforme Z
İmal Usulleri 2 - Kafkas Üniversitesi
Spor yapılarında sürdürülebilir çatı ve cepheler