Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Tipo Baskı
Sess Süper Baskı Solüsyonu Hazne Suyu
Klavye Kullanıcı Kılavuzu
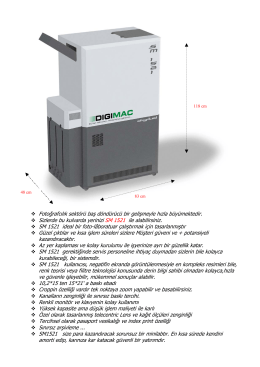
Fotoğrafcılık sektörü baş döndürücü bir gelişmeyle hızla büyümektedir
Aç - Türkiye Kamu Hastaneleri Kurumu
Arapça 4 konu 2
Temel Baskı Uygulamaları – Montaj 01
View/Open
TDV DIA - İslam Ansiklopedisi
153 KB
Biyolojik Örneklerde İlaç Analizi ECZ 344 Prof.Dr. Dilek AK
Ch23-Kesici takım teknolojisi
Konstrüksiyon ve İmalat
Yem Sanayi Kriter Taslağı
GSR-Katalog `unu yükle, ölçme
Kıyafet Yönetmeliği
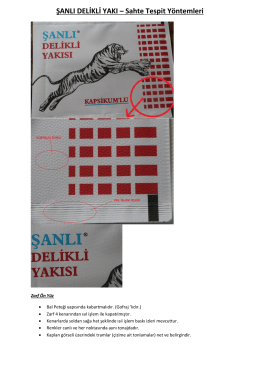
ŞANLI DELİKLİ YAKI – Sahte Tespit Yöntemleri
Renklerin Sembolik Anlamları ve Etkileri
Tourisme et pétanque suivant. - Federación Balear de Petanca
Basın bildirisi için tıklayınız.
Bitkisel Hamyağlar
MİNİK KOZALAR (1-2 ) KASIM BÜLTENİ
Karla Mücadele-2