Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
otomasyon sistemleri - Kocaeli Üniversitesi
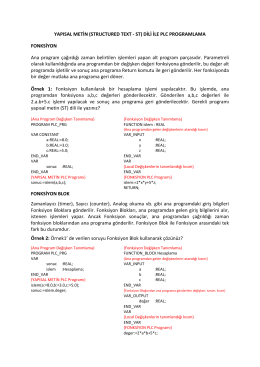
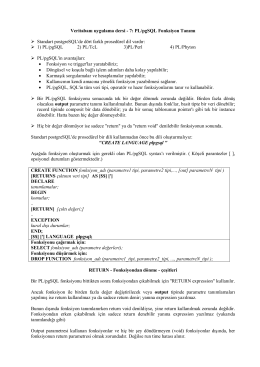
YAPISAL METİN (STRUCTURED TEXT
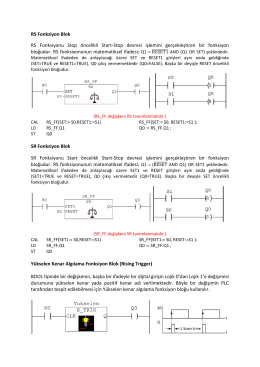
RS Fonksiyon Blok RS Fonksiyonu Stop öncelikli Start
Knihovna RecDBXLib ZÁZNAMY V DATABOXU
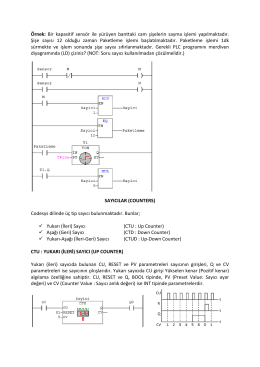
Örnek: Bir kapasitif sensör ile yürüyen banttaki cam şişelerin sayma
Bölüm2 - Kırklareli Üniversitesi Personel Web Sistemi
Broşür PDF - Daye Endüstriyel Otomasyon Çözümleri
GÖRSEL EKRAN TASARIMI (VISUALIZATIONS) Visualizations
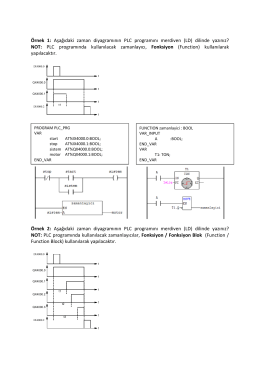
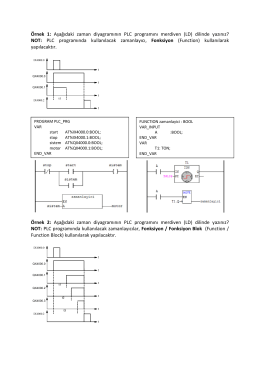
Örnek 1: Aşağıdaki zaman diyagramının PLC programını merdiven
canan akın 0537 230 08 60
vt2014-1 Lab Dok. 6. Hafta.
www.elektrovadi.com
Gıda ve İçecek Çözümleri
Deney Föyü
KeDrive for Motion broşürü
KOMUT LİSTESİ ve YAPISAL METİN ile PROGRAMLAMA
Cscape – podręcznik użytkownika
STS Sistem Organizasyon Şeması
kumanda elemanları
DIPLOMOV´A PR´ACA
Elektrik-8 - Deneysan
Piyasa Yorumu - Turkborsa.net
1. transformatörlerin yapısı, işletme, bakım ve