Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
canan akın 0537 230 08 60
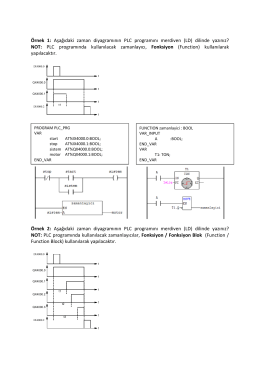
Örnek 1: Aşağıdaki zaman diyagramının PLC programını merdiven
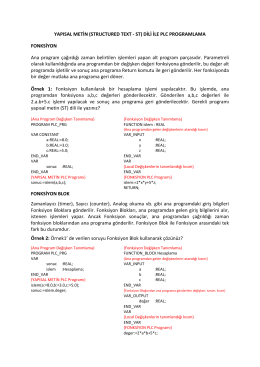
YAPISAL METİN (STRUCTURED TEXT
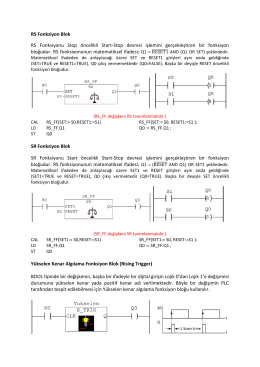
RS Fonksiyon Blok RS Fonksiyonu Stop öncelikli Start
otomasyon sistemleri - Kocaeli Üniversitesi
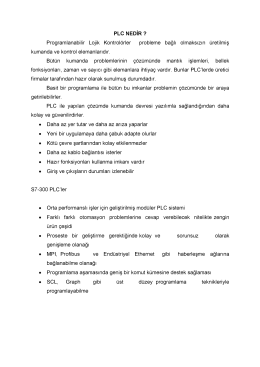
sıemens s7-300 eğitim notları - İÜ
Uzaktan Kumanda Kullanım Kılavuzu
2014 ÖSYM Yükseköğretim Programları ve Kontenjanları Kılavuzu
ESFRI-CLARIN Projesi GÜLŞEN ERYİĞİT
iPod/iPhone için Pille/AC gücüyle çalışan docking hoparlör
DOĞU AKDENİZ ÜNİVERSİTESİ BİLGİSAYAR VE
TORMAX - UNIVERSAL DRIVE 5201 Döner Kapı Teknik Şartnamesi
cıneglass - Cineglass
Konaklama/Ulaşım - Üretim Reform Paketi