Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
GINIĆ TOCILA – Katalog proizvoda, 2010
Zpravodaj - Odporové teploměry
PŮVODNÍ NÁVOD K POUŽITÍ
Cenník 2014 - EURO Cenník
katalog
null
HAHN+KOLB SRBIJA - HAHN+KOLB Werkzeuge GmbH
PROMOCYJNA OFERTA SPRZEDAŻY ENERGII ELEKTRYCZNEJ
Scenariusz lekcji Analiza wód pwierzchniowych, podziemnych i
Egesan Fiyat Listesi
Magneti Marelli Checkstar cihaz kataloğunu görmek için lütfen
preuzmite uputstvo za upotrebu - Oleo-Mac
Yarışma MEB Onayı - Birikim Eğitim Kurumları
Čitajte odlomke Varvare. Segmentirani odlomci će se pojavljivati u
Rezervni delovi - septembar 2012. PDF
JAVNE FINANSIJE
Elektroinstalacioni materijal
lamelové kotúče z brúsneho plátna
guide to quality choice
calendrier des examens de la session de rattrapage - 2015-2016
Toplotne pumpe vazduh-voda, rashladnici vode
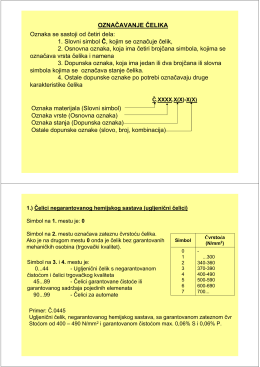
Означавање челика
1 Skup elemenata koji su međusobno povezani i