Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
guide to quality choice
lamelové kotúče z brúsneho plátna
GINIĆ TOCILA – Katalog proizvoda, 2010
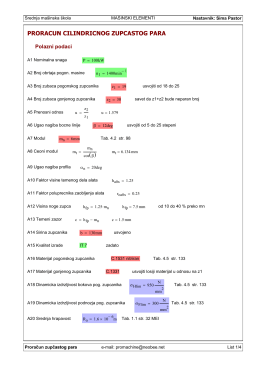
Proracun cilindricnog zupcastog para.pdf
ÜST EKSTREMİTE KEMİKLERİ ALT EKSTREMİTE
Pomična merila Pomična merila Pomična merila
BTS SER Company d.o.o. Beograd na Sajmu tehnike Na Sajmu
Rozbrušovací kotouče pro stacionární stroje
Kuzelova soukoli se sikmymi a zakrivenymi zuby
comparison of economic characteristics of porkers of mangalitsa and
stahovat zde
Produktový leták - cementárny a zpracování minerálů
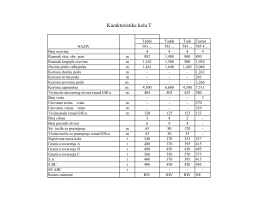
Karakteristike kola T
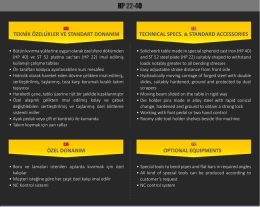
HP 22-40
Katalog 206 - Brusné a řezací kotouče
ogloszenie A3.indd - Saint-Gobain HPM Polska Sp. z oo