Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PLASTİK MATRİSLİ KOMPOZİTLER
İndir - PLASTIGO
radar soğurabilen kompozitler için cam elyafların ince film kaplamaları
Wersja polska - Teca
Sayfa 1 / 104 - Ahmet Yesevi Üniversitesi
(Monomer) = Polimer
CTP Teknolojisi
yaş kalıplama kumunda kullanılan yeni kum yerine
Hijyen Nedir? - Erhan Ateş Kimya Okulu
Su Jeti İle İşleme
öğretim planı ve ders içerikleri birinci yarıyıl
karta charakterystyki preparatu (substancji) niebezpiecznej
Baskı: 02
1. Giriş - Dokuz Eylül Üniversitesi
yolcu koltukları için kompozit oturak bağlantı parçasının
ULUSLARARASI PAMUK İSTİŞARE KURULU (ICAC)
tekirdağ ili 2015 vergilendirme dönemi yıllık kurumlar
Kompozitní materiály Kovová matrice - MMC
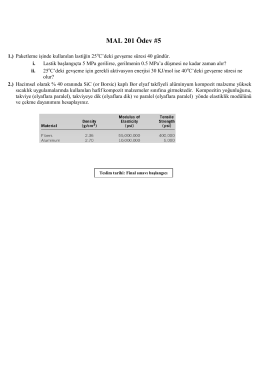
MAL 201 Ödev #5
Lüks seyir teknesi kategorisinde EUROPEAN
BAZI ÖRNEKLER Bir krene ait taşıyıcı kolun imal edildiği çeliğe ait
Nanografi Nanoteknoloji Bilişim İmalat ve Danışmanlık Ltd. Şti.
All Electric Injection Molding Machine