Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PolymerCoatingsLecture1
Yüksek Lisans Programı
serbest bölge teşvikleri (şubat 2015)
serbest bölge teşvikleri (ocak 2014)
Elektronik Devrelerin Tasarımı ve Pratiğe Uygulanması
Regulamin Niedzielnych Jarmarków Pilskich
Wzór upoważnienia do cesji praw z umowy
Биографија Бранко Вукелић је рођен 10.05.1985. у
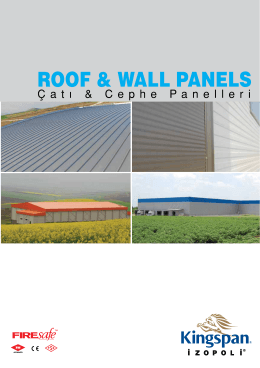
ROOF & WALL PANELS
DOSYAYI İNDİR (Sağ Tık/Farklı Kaydet)
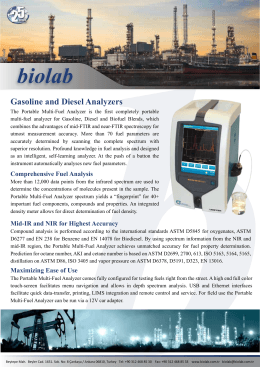
Gasoline and Diesel Analyzers
Makalenin tam metnini indirmek için tıklayınız
Please click here for the schedule
Kondenzatori - M&G Electronic
UCTEA CHAMBER OF METALLURGICAL ENGINEERS
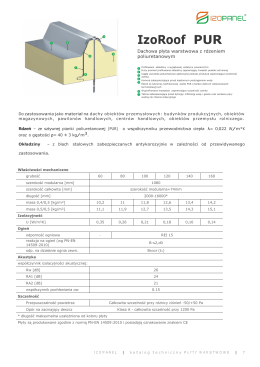
IzoRoof PUR
ÖZEL KONU - Fibrosan
DZIECKO AUTYSTYCZNE Zestawienie bibliograficzne w wyborze
Detaylı Özgeçmiş - Çankaya Üniversitesi
2. uluslararası yüzey işlemleri sempozyumu • 2014
tel çekme prosesi ve inklüzyon hasarları
pobierz/download - Polska Asocjacja Ekologii Krajobrazu
neden iyte gıda mühendisliği bölümünü seçmeliyim