Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
tel çekme prosesi ve inklüzyon hasarları
COP21 Paris Güncesi
4 T.C. SAGLIK BAKANLIGI Sağlık Hizmetleri Genel
KULLANMA TALiMATI
ötyac4yr1
DERi ENDÜSTRİSİ ATlKSULARININ MERKEZi SİSTEM İLE
R, Hayran, Evaluation of Marital Problems, World Family Therapy
bağlantıdan - Uluslararası Türk Dünyası Sosyal Bilimler Kongresi
Seramik Slip Döküm - Kocaeli Üniversitesi Metalurji ve Malzeme
natura inşaat
Sayı : 45924173-151.01-61887 01/04/2014 Konu : iklim
DÜNYA KÖMÜR YATAKLARI GONDWANA KITASI BİTUMLU
enerji iletim sistemlerinde ferrorezonans olayları
Y*YüTA - İncesu
47-0006
Houghto Draw WD 4100
Obsah - Siemens, s.r.o.
TDV DIA - İslam Ansiklopedisi
TDV DIA
İr,çusİ
TDV DIA - İslam Ansiklopedisi
Okul Sağlığı Hizmetleri İş Birliği Protokolü
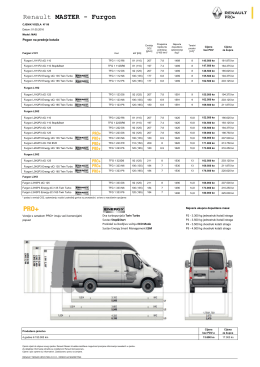
Renault MASTER