Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
MATERIÁLY NA SPÁJKOVANIE
Použitie materiálov na spájkovanie
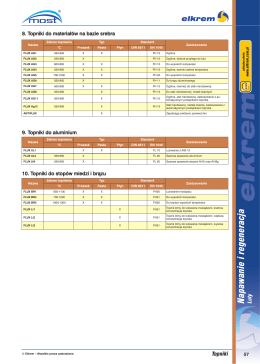
Katalóg spájkovacích materiálov
MATERIÁLY NA SPÁJKOVANIE
technológiách spájkovania
1 Základné pravidlá návrhu topológie dosiek plošných spojov
Bulletin 03/2013
710 - SANHA
KATALOG - Napawanie i regeneracja 2011
Patinovanie pomocou Blackfast - imexim-ts
Tablice obciążeń dla płyt z rdzeniem X-PIR
T.1 - Nordson eManuals!
Cin Sn60Pb40
TR-Katalog
Nanášacie hlavy tavného lepidla TrueCoat
Firma CHEM-WELD ROUDNICE s.r.o.
oceľové konštrukcie prídavné materiály skúšobníctvo a certifikácia
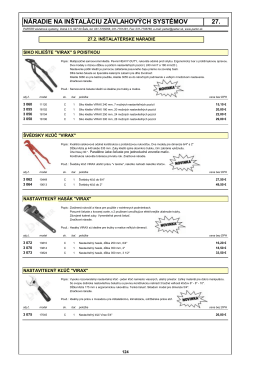
27.2.inŠtalatÉrske nÁradie (pdf - 186.18 kB)
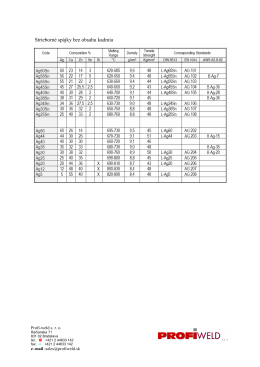
Spájky a tavivá na spájkovanie
SPOTREBNÝ MATERIÁL