Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
710 - SANHA
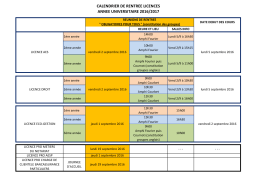
CALENDRIER DE RENTREE LICENCES ANNEE UNIVERSITAIRE
TECHNICKÝ LIST
Čokoláda při pokojové teplotě vypadá jako tuhý materiál, ale taje
Sada TOUGH Adventure
stáhnout soubor Fyzika - Gymnázium a Obchodní akademie Pelhřimov
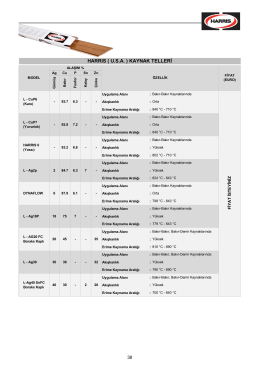
Použitie materiálov na spájkovanie
zde
Post-inscriptions Automne 2016 #2B
technicky a kladecsky predpis guma penizkova S 8
MATERIÁLY NA SPÁJKOVANIE
programmation automne 2016 vous pouvez encore vous
MP výkaz výměr - Všeobecná fakultní nemocnice v Praze
SPRÁVNÁ INSTALACE TEPELNÉHO SOLÁRNÍHO ZAŘÍZENÍ MĚĎ
Biomatematický model 2014 - Giro d´Italia - 19. etapa
Heatshot
Servisní kufr pro okna a dveře
Servisní kufr na všechno All-In
kapilarita, povrchové napětí, jevy na rozhraních
Souhrn aktivit – národní legislativa Aktuální materiály k p ipomínkám
profesionální kávovary JURA
Elastomery určené pro výrobu těsnění