Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Spájky a tavivá na spájkovanie
Materiálový list
Cin Sn60Pb40
Pozvánka na Svätohubertské slávnosti
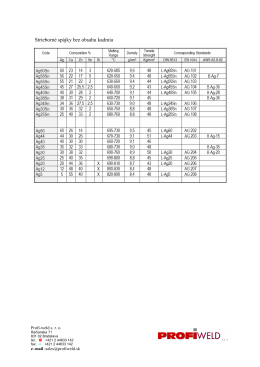
Katalóg spájkovacích materiálov
4. PRÍPRAVA PREPARÁTOV PRE RTG. PRÁŠKOVÚ DIFRAKCIU
2 2012
MATERIÁLY NA SPÁJKOVANIE
náučným chodníkom na súľovský hrad výstup na bradu východným
ESAB News 1-2 2012
Preuzmi katalog
Použitie materiálov na spájkovanie
technológiách spájkovania
Annual Report 2012 - Svaz měst a obcí České republiky
Robotické aplikácie v priemysle
Technológia II. – Zváranie / Tvárnenie Zváranie