Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
1 Základné pravidlá návrhu topológie dosiek plošných spojov
AN-3DG20 Operation-Manual SK
Formica - laminat cz - kuchnie
www.kia.sk
1 Modul 3 – Vrstvové technológie Na substrát z izolačného
autopilot v úlohe záchranného systému pri strate signálu rc modelu
3.LINEÁRNE ANTÉNY Lineárnymi anténami rozumieme také antény
ZXP Series 7 Data Sheet TK HR
Odpady 3-2013.indb
1 Návrh DPS so zameraním na EMC Pojem elektromagnetická
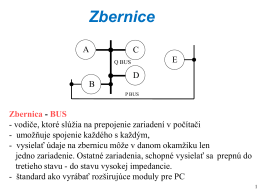
Zbernice
V. ULUSAL HAVACILIK VE UZAY KONFERANSI 8
Konektory určené pro vysoké proudy¦Connectors for - Multi
MATERIÁLY NA SPÁJKOVANIE
Ručná spájkovačka Cold-Heat Obj.č.588112
4524 H agromechanizátor, opravár
viac info - Mikos comp
1 Systémy projektovania od schémy po finálny produkt Pre
OP PIK Aplikace
Sortiment výrobkov - EWE
Teplotné snímače v štandartných puzdrách
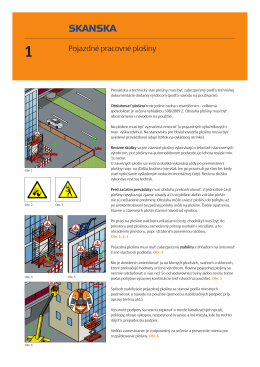
Pojazdné pracovné plošiny
Táptalaj terméklista letöltés - Bak