Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Cvičebnica SV 2 - kluknavsky.php5.sk
Akciová cena
PM 038 RV G40 až G93 SK
akcia - peterson
InfoElektro ŽSR 11/2010 - Spoločnosť dopravy SVTS
Číslo 25 - Pravoslávie
2/2010
6,50 - Autodiely DD AUTO
Prospekt - kompletný aktuálny katalóg Schneider
Opravovne Áut - Národný inšpektorát práce
Návod k obsluze
Náradie pre najnáročnejších Prehĺadový cenník 2011 Elektrické
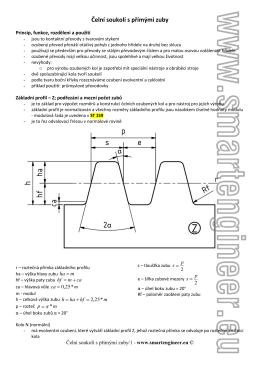
Zde - Smartengineer
Motorový křovinořez se 2-taktním motorem Sharks SH
ŠPZ puškár 1. ročník
Montážne pokyny a predpisy pre údržbu
Cenník - DEWALT 2014 - BB
5 najväčších chýb v komunikácii s deťmi
6._tzb_14.pdf
Návod k obsluze CZ
Návod na obsluhu - Bockwoldt GmbH & Co. KG
Učebný odbor
KB1RN2C-cesty-montazny