Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Föy için tıklayınız
fren disklerine alev püskürtme ve ergitme kaplama yöntemi
Işıl İşlemler
Sayın Başkan, Sayın İtalya Dışişleri Bakan Yardımcısı, Sayın
sayısal fotogrametri
Hatanın giderilmesi
Başarılı Emzirme
Enerji verimli yapı kabuğunun yangın anındaki davranışı:cephe
İstanbul O1 Örneği
MARS Report 200769
LM28 Alaşımında Tane İnceltme ve Sr Modifikasyonun Si
TAM ADAPTİF TRAFİK YÖNETİM SİSTEMİ AKILLI
uçak bakım güç artırma sistemleri
Sevil Ünal
öğrenme faalġyetġ–1
ESBANT KATALOG SON.indd
Yeni Doðan Yoðun Bakým - Sakarya Eğitim ve Araştırma Hastanesi
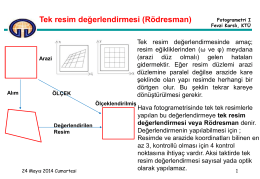
Tek resim değerlendirmesi (Rödresman)
Test Pistleri Tasarımı Sınıflandırması ve Bakımı
Download File - Bulut Makina Ltd.
Geçici Restorasyonlar
HEMEL SPOR SALONU PARKE CİLASI Hemel-Spor-Salonu
Mermer Üretimi ile Đlgili Temel Hesaplamalar Bazı