Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Mermer Üretimi ile Đlgili Temel Hesaplamalar Bazı
Çevre Sağlık ve İş Güvenliği Politikası
Tam basın metni
Projekt Poticanje energetske efikasnosti u Hrvatskoj
PDF Kullanım klıavuzu TE 4-A22 (TR), 2.8 MB
Coşkun Koleji - Coşkun Tv - Coşkun Eğitim Kurumları
AHŞAP KAPLAMA İÇ KAPI TEKNİK ŞARTNAMESİ
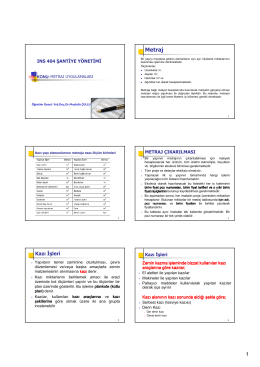
metraj uygulamaları
Majetková struktura podniku Bellinda Česká republika, sro
LAMİNAT İÇ KAPI TEKNİK ŞARTNAMESİ
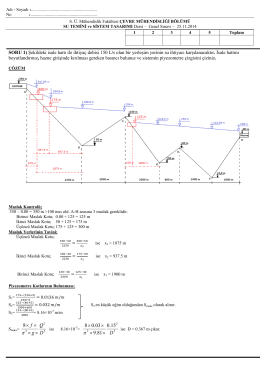
Vize Cevapları - Çevre Mühendisliği Bölümü
II Ogłoszenie o zamówieniu Dostawa i montaż instalacji solarnych
Yüksek verimli değişken hızlı sirkülatörler EA Serisi
MELAMİN İÇ KAPI TEKNİK ŞARTNAMESİ
Föy için tıklayınız
Download File - Bulut Makina Ltd.
SAPLI PROFİL FREZE BIÇAKLARI
selçuk ünġversġtesġ mühendġslġk
2013 YILI- Bir Yıllık Çalışma Durum Faaliyet Raporu
METALİK MALZEMELERİN ÇEKME DENEYİ
DERS NOTU 7
Makale: Madencilik Sektörüne Çare:“Madencilik Bakanlığı”
PressReader