Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Işıl İşlemler
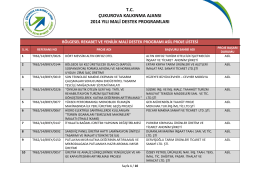
Bölgesel Rekabet Ve Yenilik Mali Destek Programı Sonuçları
eeg sinyalleri kullanılarak uyku evrelerinin
Magsimal®- 59 - ips
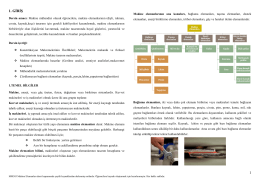
Konstrüksiyon Malzemelerinin Özellikleri
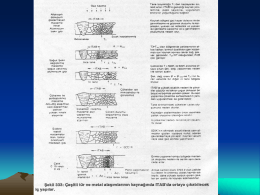
Saf demirin soğuma eğrisi ve oluşan kristal yapıları
Madencilik ve Çimento Sektörüne
Föy için tıklayınız
“Yeni Erbaa” Çamlık Sosyal Habitatı 2. Soru Sorma İçin
UERLOT /t4ERLOr - Restaurace Lapák / Praha
doktora programı
Untitled - Experphe.com
Online Katalog İndir
İndir (PDF, 2.21MB) - Türk Kooperatifçilik Kurumu
Download File - Bulut Makina Ltd.
ÇELİK DÖKÜM VE İŞLEME İŞLERİ
Genel Ürün Kataloğu
türk eğitim sistemine ilişkin bir durum çalışması a case study related
transsteel 3500/5000
md demiryolu mühendislik danışmanlık ile makas
Yüzey sertleştirme
7 nci Hava Kuvvet Komutanlığı Eğitim Dökümanları 3. Hafta
Devamını Okumak İçin Tıklayınız