Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
UR˙QtN 9, ‡ ‡ FHQD €
Fiber Distributed Data Interface
tematické_okruhy_pre_odbor_26754_03 nadstavba.pdf
Nabídka LED Dream
Ročenka _ 2014 - Slovenský klub chovate¾ov husí a kaèíc
informační leták o kvalitě našich vozů v PDF
2014 / 2015
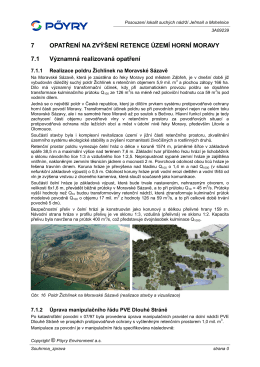
7 OPATŘENÍ NA ZVÝŠENÍ RETENCE ÚZEMÍ HORNÍ MORAVY 7.1
instrukcja-eco-83a-gas-3
Verzia v PDF - Leaderpress
Celoobvodové kovanie
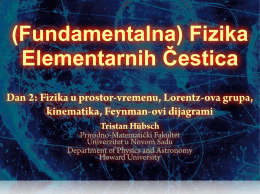
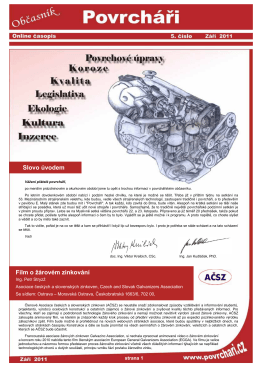
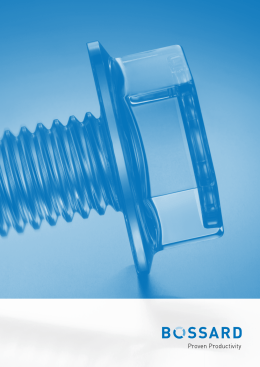
Vlastnosti Svetlosti : DN 15 až DN 600 Rozsah
ročník: VI. 2/2013 • cena 3 € •
Fizika u prostor-vremenu, Lorentz-ova grupa, kinematika, Feynman
Slovo úvodem Film o žárovém zinkování
innensechskant - und innensechsrund - schrauben
Rychleji to nejde - Technický týdeník
Dobový Den aneb Začalo to v Sarajevu 2 v DivaDle náS čeká
katalog LED TESLA
POZVÁNKA NA 36. SEMINÁŘ ENERGOCHEMIE
ročník: VI. • 5/2013 • cena 3 €
TU - TriboTechnika
ZINGA - RENOJAVA sro