Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
TU - TriboTechnika
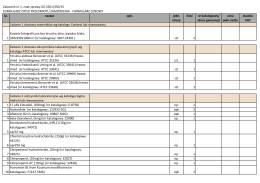
Załącznik nr 1 - formularz cenowy zmodyfikowany w dniu 12.10.2015
Spôsobujú „nevysvetliteľnú“ koróziu rozvodov teplej a
zde - SVT Consulting.cz
söylem kuramları - Dil Arastirmalari
76 ผนวก ก เครื่องมือ สารเคมีและการเตรียมสารเคม 1
Stáhněte si č. 17 v PDF - Česká společnost pro údržbu
Provoz, údržba a opravy silničních vozidel I. část - autor
str. 1 - wycenapraw.pl
žákovský pracovní sešit - Střední průmyslová škola strojnická, Plzeň
ročník: VI. 2/2013 • cena 3 € •
4. číslo červen 2012 2 MB
10. číslo prosinec 2010 1,2 MB
TU - Tribotechnika
KATALOG PROIZVODA INDUSTRIJA
Salon Vlaďka
KONFERENCE - Pozvánka 2013
Návod na obsluhu a údržbu
Vakuové tepelné zpracování a tepelné zpracování nástrojů
technická příručka - Zelené střechy Optigreen
ka04_obecne_informace - KKS - Západočeská univerzita v Plzni
ročník: VI. 4/2013 • cena 3 € •
produktové novinky