Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
PÁSOVÉ PILY - Pegas Gonda
Návod na obsluhu a údržbu Hydraulický vyrovnávací
ProtectWall
Malokyšické ozvěny č.1 (104)
T I S O V S K Ý M E S A Č N Í K
VIADRUS G 300 ND
PEGAS - strojní pásové pily na kov
N vod GL EKO
Lovochemik_1302 - Lovochemie, as
únor 2015
PNE 33 3430-5 ed.3tisk
Popis konstrukce a funkce Typový klíč TSE - - - - ARGO
prevod
Leták ke stažení ZDE
č. 43 - Společnost Parkinson, os
amper 2013 - Technický týdeník
Untitled - Mesto Prachatice
Návod k obsluze
Instalační a uživatelský manuál
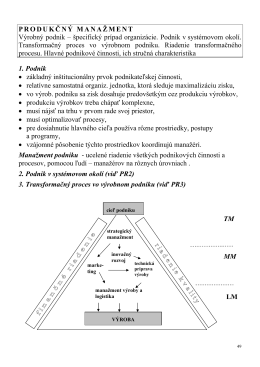
PRODUKČNÝ MANAŽMENT Výrobný podnik – špecifický prípad
Stáhnout Směrnici ČHIS 04
Regulátor BENEKOV EM 800 R3
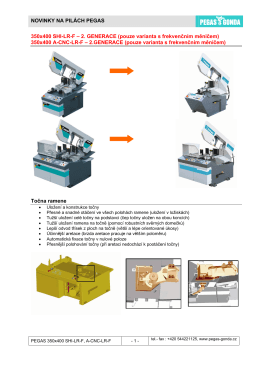
NOVINKY NA PILÁCH PEGAS 350x400 SHI-LR-F