Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Číslo 5/2011 - Hutnické listy
Číslo 4/2012 - Hutnické listy
Skripta (78-100)
zde
2012 - ocelari.cz
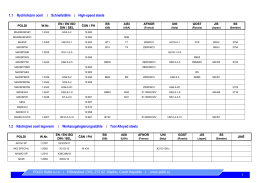
1 1.1 Rychlořezné oceli Schnellstähle High
Pece a energetické hospodářství.pdf
Eva Syková - Institute of Experimental Medicine AS CR, v. v. i.
Metalurgie čistých kovů.pdf
6. Tváření - techstroj
Výroční zpráva za rok 2013 - Institute of Experimental Medicine AS
sdílení tepla a proudění - Personalizace výuky prostřednictvím e
full text pdf
İndir - İstanbul Maden ve Metaller İhracatçı Birlikleri
Autoreferát - Benešová Hana
Nové výrobní technologie vybraných jakostí se
Strategie komunitně vedeného místního rozvoje
BEZPEČNOSTNÍ LIST
Bylo, nebylo, za třemi tramvajovými zastávkami, jedna