Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2012 - ocelari.cz
Číslo 3/2011 - Hutnické listy
- ezofest
Institute of Clean Technologies for Mining and Utilization of Raw
2/2013 - Vodní Hospodářství
pobierz - Arcelor Mittal
Číslo 5/2011 - Hutnické listy
Pobierz - WGW Green Energy Poland
Statut Stowarzyszenia Krzewienia Kultury Słowiańskiej „Jawia
Sol-gel žárobetony.pdf
Číslo 2/2012 - Hutnické listy
Półroczne sprawozdanie z działalności GK
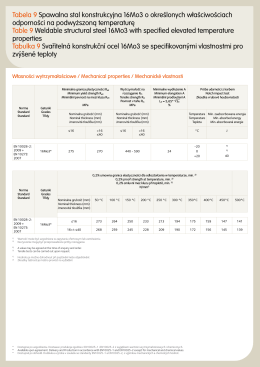
Tabela 9 Spawalna stal konstrukcyjna 16Mo3 o określonych
První půlstoletí steroidní chemie
Realizační procesy lakování hliníku - ALU
- Precheza, as
Nové výrobní technologie vybraných jakostí se
Magazín Komory zubních techniků ČR
Regulamin konkursu - Program regionalny
STEROWNIKI DO KOTŁÓW STEROWNIKI DO
PROGRAM NA ZLEPŠENIE KVALITY OVZDUŠIA V OBLASTI
METAREX ® INOV - Agro Aliance sro
Stiahnuť článok v PDF