Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Nové výrobní technologie vybraných jakostí se
V. období (1948 – 1989) - TJ Sokol Lysá nad Labem
PASTIERSKY LIST Konferencie biskupov Slovenska
Słuchaj-swego
ve formátu - ArcelorMittal Ostrava as
Ocel B 6 UIC – G 2
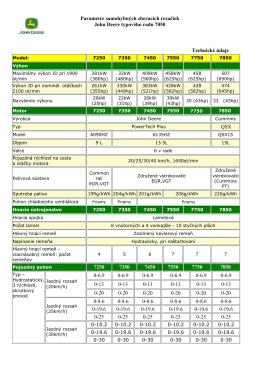
Specifications of the 7000 Series Self Propelled
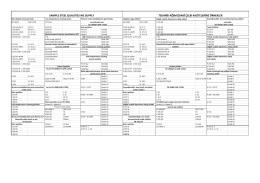
sample steel qualıtıes we supply tedarik ağımızdaki çelik
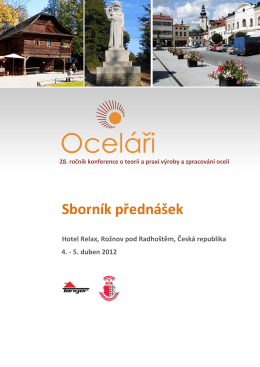
2012 - ocelari.cz
Izrael
Číslo 5/2011 - Hutnické listy
sekundová lepidla
OK FLUX 10.47 - GENERAL WELD
Zpráva o činnosti 2013_ 2014
stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ
VÝROBA NÁPRAV - Strojírny a stavby Třinec, as
5. Odlévání
Proizvodi i cijene
/ î q . n -o? KULP u SÇo. t* LS
Přijímací řízení ke studiu v navazujících magisterských

![stáhnout [pdf] - Časopis SLÉVÁRENSTVÍ](http://s2.readgur.com/store/data/000144078_1-c0dcd1882961333ce4b4e55c5243c1a6-260x520.png)