Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
stáhni - Povrchová úprava
GRILLA!
MÉRÉSTECHNIKA
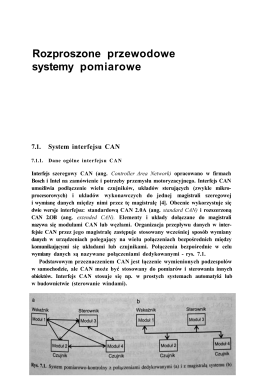
Rozproszone przewodowe systemy pomiarowe
Pedagógiai program - Török János Mezőgazdasági és
Prezentace aplikace PowerPoint - Nové technologie
PROGRAM KONFERENCE - Strojírenská technologie 2015
TECHNICKÝ LIST
PosiTector6000 FNdane
SÜRTÜNME KARIŞTIRMA KAYNAĞIYLA BİRLEŞTİRİLMİŞ
- Precheza, as
stáhni - Povrchová úprava
bu benim eserim il çalışma gurubu değerlendirme sonuçları
Sborník - Integrita - Západočeská univerzita v Plzni
5. číslo září 2013 2,3 MB
Nové vzorníky PANTONE
Slovo úvodem - Povrcháři.cz
10. číslo prosinec 2010 1,2 MB
Technologie výroby závitů - WAGNER®
Lokalizace infrazáření termokamerou a zjištění součinitele prostupu
stáhni
Uživatelský manuál
Obsah 02/2015