Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
stáhni
stáhni - Povrchová úprava
sborník přednášek - Česká společnost pro povrchové úpravy
Orgány Asociace výrobců nátěrových hmot České
Víte že
VF-S11 Návod k montáži IP54.docx
Slovo úvodem Film o žárovém zinkování
Nýřany Opening
červenec–srpen 2011
- Precheza, as
stáhni - Povrchová úprava
CastoMag
Návod na kladkostroj LIFTKET POWER 235
Z-ANO - ČVUT
návody na čištění - vz
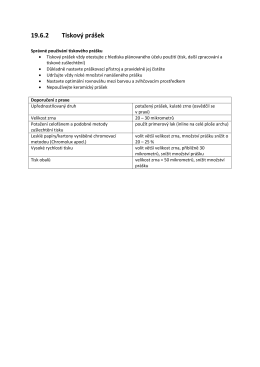
19.6.2 Tiskový prášek
Chromování - Renovátor
Kamil Podzemský - Energie stavebni a banska