Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Technologie výroby závitů - WAGNER®
E-Vertise Flow - Cianconi, Mancini, Conte_CZ.pdf (CZ)
Centrum pro nanomateriály, pokročilé technologie a
K.H.Borovský - epigramy
Červenec – srpen – celé noviny
druhou část - Technický týdeník
Stranový (radiální) válcovací nástroj
DODATEK Č. 1 KE ŠKOLNÍMU VZDĚLÁVACÍMU
Stáhněte si kompletní PDF
dziedzictwo najwy szego prawa ycia.
Závitořezná hlava - WAGNER®-Werkzeugsysteme Müller GmbH
null
stáhni - Povrchová úprava
ODBORNÝ VÝCVIK VE 3. TISÍCILETÍ
Robinet à tournant sphérique «Optigas» avec raccord
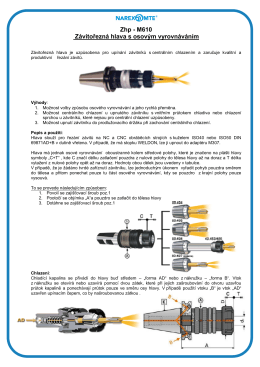
Závitořezná hlava s osovým vyrovnáváním
NÁSTROJE VHODNÉ NEJEN PRO LETECKÝ PRŮMYSL
Atletické výkony 2007 - Brněnský atletický klub
Konstrukce nábytku OSNOVY.pages
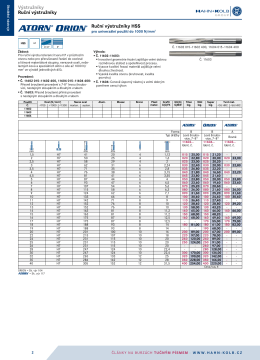
Výstružníky Ruční výstružníky Ruční výstružníky HSS
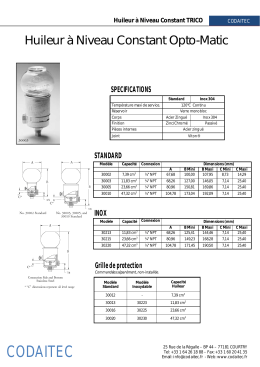
Huileurs TRICO
1 dubna 2015 Tisková zpráva: K okamžitému zveřejnění S fotografií
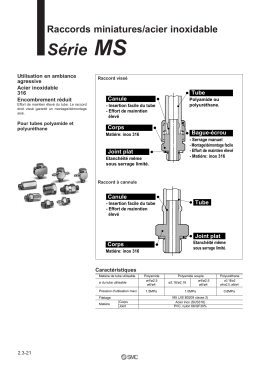
Série MS - SMC ETech