Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Parní film.pdf
Program konference
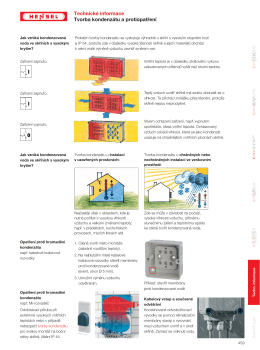
Vytváření kondenzované vody v elektrických zařízeních
Pokusy s kapalným dusíkem
zde
více - Kotrbaty.cz
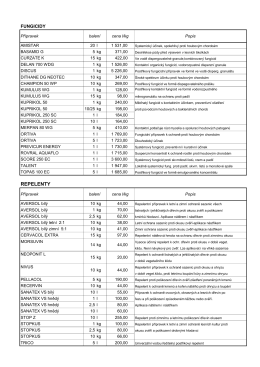
Ceník - Chem-bar
ČISTÝ VZDUCH JE NÁŠ SVĚT
Detektivem při vypracování bakalářské práce.
Pozvánka
JZM, Řepy, Barrandov a okolí
stáhnout magazín ve formátu PDF
Modelování přenosu tepla, hmoty a hybnosti
Spôsob vkladania vašich šošoviek
hydrodynamika a hydrodynamické stroje
Metody svařování mikrosystémů
Manual CZ (.pdf)
Produktový katalog KSK - KULIČKOVÉ ŠROUBY KUŘIM
Experimenty s dusíkem
Co je indukční ohřev?
Malý aerodynamický tunel 02
Poslední hodiny Prillingu v lovochemii
Nabídka strojních kooperací, prací a služeb