Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Co je indukční ohřev?
PŘÍSLUŠENSTVÍ
text
poznámka - Advanced Energy
Ke stažení klikněte zde.
Mi az indukciós hevítés?
návod k použití / návod na použitie instrukcja obsługi
Základní pojednání o snímačích, čidlech a měření teploty obecně.
Zpráva České školní inspekce
Program 2014
Jaro 2013 - Hawle Armatury
a jiné stavby ze dřeva
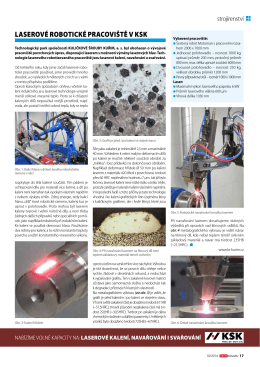
Laserové robotické pracoviště v ksk
Stáhnout
Rentgenová difrakce pomáhá poznávat materiály a
Renovace lodí, plavidel a jiných vodních zařízení - Reno
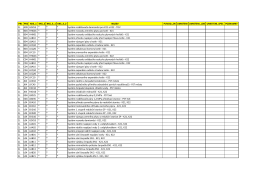
PR1 PR2 KKS_1 KKS_2 KKS_3_1 KKS_3_2 NAZEV PUVOD_ZN
Dodatek ke katalogu prací SŽDC
QUICK METAL
Indukční kalení výrobků - Strojírny a stavby Třinec, as
Bezpečnostní příručka
Koncept Pracovní oblast Řízení Vertikální kalící zařízení
Test 1