Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Metody svařování mikrosystémů
Historie tavného svařování kovů
OVMT Technologické zkoušky – Zkoušky svařitelnosti
Laserové robotické pracoviště v ksk
Převařování pitné vody jako rychlý nástroj k prevenci infekčních
Nowe materiały i kolory na nowy sezon
ergonomia – temat przewodni w innowacyjnych
Plyny pro laserové technologie
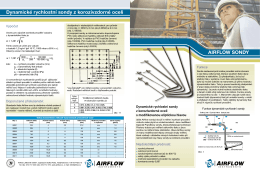
Dynamické rychlostní sondy z korozivzdorné oceli Airflow sondy
Laser je skvělý pomocník pro kalení, navařování a svařování
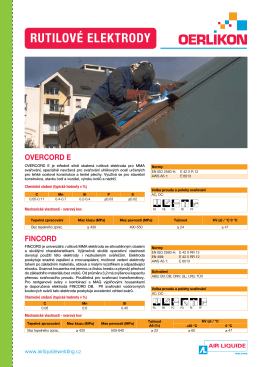
RUTILOVÉ ELEKTRODY
Může prodavač robotů zvítězit nad zdravým rozumem
1 Podlahy Josko z přírodního dřeva od společnosti Trapa
Produktový katalog KSK - KULIČKOVÉ ŠROUBY KUŘIM
ultrasol em 1
Parní film.pdf
nalýza rizik bezpečnosti a ochrany zdraví při práci ve firmě GROS
Krajské středisko mládeže
Keenserts® Závitové vložky | KVT
2 2010
Ukázku navařování naleznete zde.
Pracovní listy - Technické školky
Wisura Akalon N