Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Produktový katalog KSK - KULIČKOVÉ ŠROUBY KUŘIM
Provozní podmínky pro přepravu, manipulaci a provoz strojír. výrobků
Pracovní list č.8.pdf
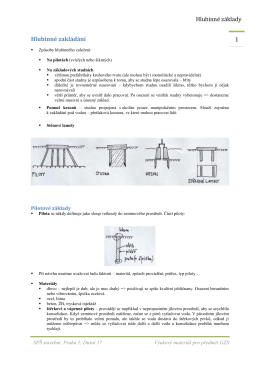
Stavitelova příručka
Učební texty - soustruh SL10 - Střední průmyslová škola Na
TEST Volkswagen Golf Sportsvan 1.4 TSI - volkswagen
BİRİMLER VE BİRİM SİSTEMLERİ
malé axiální ventilátory - ELEKTRODESIGN ventilátory spol. s ro
Pneumatické komponenty
Pronto 3-6 DC
22. Výroba závitů
inteligentní a kontrolované větrání pro zdravé klima místnosti
Laserové robotické pracoviště v ksk
TOS MILL – VERTICAL FRF
Celý návrh ke stažení ve formátu pdf
Návod k použití plynoměru RTP G65.pdf
MERIVA – již od 234.900 Kč* OPEL FINANCE – Akce LPG zdarma
SVZ 6000 Samozamykací zámek s kontrolou přístupu F SVZ 6xxx
POHYBOVÉ KLUZNÉ ŠROUBY „trapézové, pilové, ACME“
ALTEC Aplikace pomáhá snižovat náklady v KŠ KUŘIM
Metody svařování mikrosystémů
Vdechujeme plechu život
Ukázka z knihy Genesis konflikt Když se podíváme na