Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Tribodiagnostika a vibrodiagnostika
MANUFACTURING TECHNOLOGY
7. 6. 2013
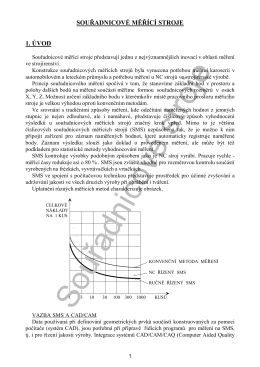
Souřadnicové měřící stroje - Katedra výrobních systémů
KAYIKLIK, Hasan-DİN VE DİNDAR BAĞLAMINDA ŞİDDET
Základy muzikoterapie
Cirkulář - Reotrib
Podzim 2010
příručka
Austrálie zélANd - Jazykové pobyty v zahraničí
Rozumíme financím I.
Provoz, údržba a opravy silničních vozidel I. část - autor
SPECTRO Q5800 mining
SLOVNÍK CIZÍCH SLOV - TZ-one
Dodatok_c_6_bez podpisov.pdf 3 MB
Lázeňský oběžník 2014
Glukometr NEXT
12-Provoz, diagnostika a údržba strojů 02.pdf
návod na použití sad easydoor 35 35-2 7T
Klešťové přístroje katalog
ROZBOR TURBÍNOVÉHO OLEJE
12-Provoz, diagnostika a údržba strojů 07.pdf
Přednáška č.5