Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Metrologie v praxi
Stáhnout - Atlas Copco
OPERAČNÍ PROGRAM – LIDSKÉ ZDROJE A ZAMĚSTNANOST
Metrologický řád
Nejtěžší to bylo v pubertě. Ostatní holky randily, já
Karta bezpečnostných údajov
Souvětí
Tabulka pro určení vzniku rosného bodu
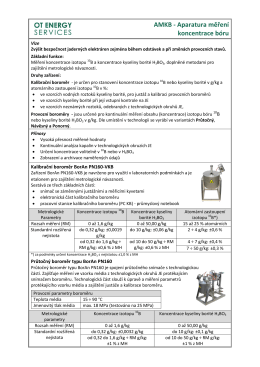
Katalogový list
KEM1 Manuál CZ
SAVELOG – 10 MINUT, KTERÉ VÁM MOHOU UŠETŘIT MILIONY
Všeobecné smluvní podmínky NETIO.CZ
Lidské tělo si lze představit jako dokonalý stroj
oční tonometry - Medicton Group
bytová družstva SVJ správa domů
Metrologa [ PDF 263 kB ]
METROLOGICKÝ PŘEDPIS MP 004 - Český metrologický institut
Jmenování fakultního metrologa na FEI
Stratégia rozvoja CR do roku 2020 - Ministerstvo dopravy, výstavby
1 DOHODA o způsobu rozúčtování plnění spojených s užíváním
Metrologický řád KKS
Systém manažérstva merania v podmienkach
Podmínky užití (PDF)




![Metrologa [ PDF 263 kB ]](http://s1.readgur.com/store/data/000586673_1-c50664e1d5176120c53c7540432ca827-260x520.png)