Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
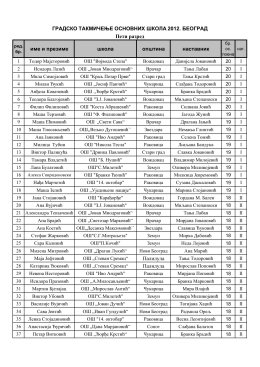
ПТ - SMEITS
коначна ранг листа
Деведесет дана КГХ Деведесет дана КГХ
Извештај - Машински факултет
bellek - Ismail Rakip Karas
PT - SMEITS
kgh - SMEITS
oпштинско_2012_2013
Mesec novembar 2012. godine (preuzimanje List DLHE)
Master
Modern tesis tasarımını deneyimleyin
웰크론 한텍, BIOMASS PLANT PILOT
Сервисирање кућних расхладних уређаја
Преузмите konkursna_za_dok._za_j_n._br._1.2.15
rezultati opštinskog takmičenja iz istorije održanog 17.03.2012. u oš
Vukasin Cirovic, Izgradnja i upravljanje laboratorijskim
овог линка
Pravila o radu distributivnog sistema prirodnog gasa
Preuzmite konkursna_dokumentacija_mas