Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Diplomski rad
Domacé Spotrebice 2011-2012
Završna grafička obrada - Univerzitet u Novom Sadu
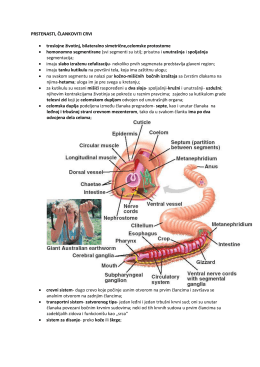
животиње-кратак курс 2
finalni program zbornik sažetaka final programme a abstract book
Originalni naučni rad
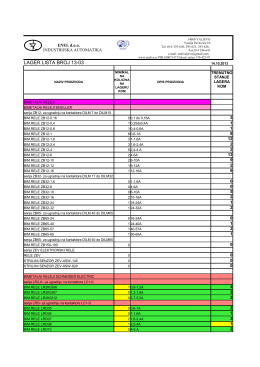
LAGER LISTA BROJ 13-03
BOHEMIA 501 - Chirastar KDT, sro
SStaroveský zpravodaj - Stará Ves nad Ondřejnicí
streszczenie rozprawy doktorskiej
(Kotor) PLAN Upravljanja otpadom Februar 2010.pdf
Izbor metode za procenu rizika.pdf
Download - Alvemsis