Read
Gur
☰
Explore Categories
Sign in
Sign up
Upload
×
Download
No category
Kompletan tekst
Kompletan tekst
The 8th International Conference for Young Researchers and
VREME JE ZA prelazak na PAMETNO GREJANJE…
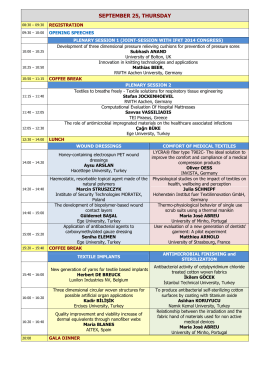
Program rada
Design Of Pure Water And Work Production Equipment
Prvi broj
Preuzmi
Karaman İli Turizm Yatırım Analizleri ve Turizm Yatırım Haritası
SEPTEMBER 25, THURSDAY
XVII godIna, 6. broj jun/2013.
Diskurs agencijskog novinarstva
Victron BlueSolar Charge Controller MPPT 75/50 1