Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
Walter Titex Ürün el kitabı Delme ve delik işleme
Termék kézikönyv Walter Titex Fúrás
Via GYO A.Ş. Fiyat Tespit Raporu`na İlişkin Analist
Ürün yenilikleri Baskı 2013-2
Yüksek teknoloji takımları ile daima herkesten önde olun.
Ayrıntılar İçin Tıklayınız
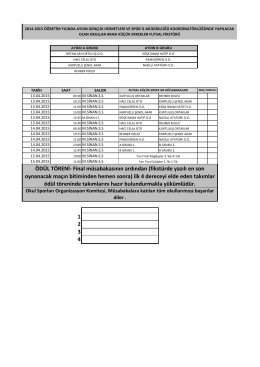
SINAV TARİHİ SINAV SAATİ DERSİN ADI DERSİN ŞUBESİ 10.11
Okul Öncesi Öğretmenlerinin 2012 Yılı Okul Öncesi Eğitim Programı
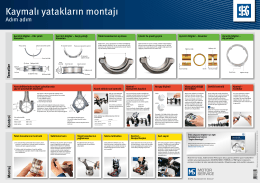
Adım adım - MS Motorservice Deutschland
regulamin - Jeleniogórskie Towarzystwo Fotograficzne
basketbol - Bilecik Gençlik ve Spor İl Müdürlüğü
služby - Mepac.cz, s.r.o.
VOLEYBOL - Bilecik Gençlik ve Spor İl Müdürlüğü
Originalni naučni rad, broj 2
Reconditioning broşürü
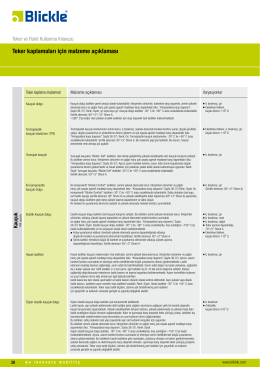
Teker kaplamaları için malzeme açıklaması
1 2 3 4 ÖDÜL TÖRENİ- Final müsabakasının ardından (fikstürde
275/2012 Z.z. VYHLÁŠKA Úradu pre reguláciu sieťových
panelex, rose systemtechnık gmbh firmasının dört
ınstro-cmm-ürün-katalogu-2014
Przedmiotowe Ocenianie z języka niemieckiego
dswsdddssda e8 Paslanmaz çeliklerle çalismak
östenitik paslanmaz çeliklerin kaynağı