Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
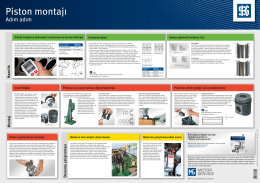
Adım adım - MS Motorservice Deutschland
KUMYAPI- Ihale Dosyasi - kumyapı arıtma teknolojileri
Salon Görevlilerinin Sınav Başlamadan Önce Yapacakları İşlemler:
otomobil motor parçalarının imalatında kullanılan
II. Öğretim Ders Programı İçin Tıklayınız
Zestaw naprawczy do modułu kolektora dolotowego
Makine Mühendisliği Bölümü
AT KAT 2014 - Aydın Trafo
SODYUM SİLİKAT BAĞLAYICILI DÖKÜM KALIP/MAÇA KUM
4. Bölüm
Walter Titex Ürün el kitabı Delme ve delik işleme
363636 - Salihli İlçe Milli Eğitim Müdürlüğü
4. periyodik tablo
ınstro-cmm-ürün-katalogu-2014
ÖSYM BAŞVURU MERKEZLERİ İl Adı Başvuru Merkezi Adres
Programın tamanını indirmek için tıklayınız
M A R T N İ S A N - Hacettepe Üniversitesi
İnşaat Mühendisliği 1 1 Teknoloji Fakültesi DÜZCE ÜNİVERSİTESİ
Piston montajı - MS Motorservice Deutschland
MOTOR TEKNOLOJİSİ - Personel Web Sistemi
Kullanma Talimatı - Direk Çakma Makinası
spot6.5 italiano - Met