Read
Gur
☰
Explore
Log in
Create new account
Upload
×
Download
No category
2. Uluslararası Katılımlı Kauçuk Kongresi
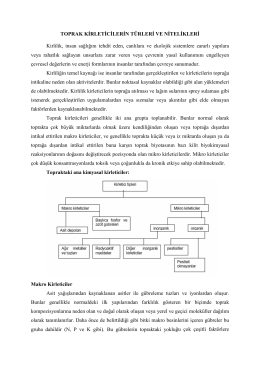
toprak kirleticiler
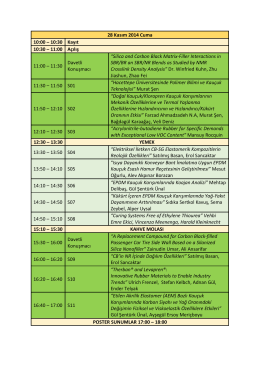
10:30 Kayıt 10:30 - Kauçuk Kongresi 2014
Makamlanmzca d~:uygul1 g~Julmesi halinde Dlurlan~za ~z ed.er,m,
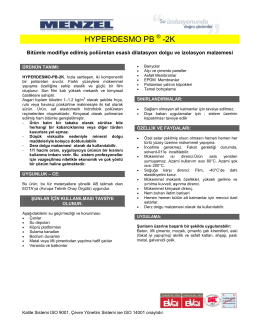
HYPERDESMO PB -2K
MILLUTENSIL: a BUSINESS wITh a BIG hEarT MILLUTENSIL
IMRT Ve Konformal Radyoterapi Uygulanan Meme Kanseri
Şubat 2014
Turkcast Issue #44 - Türkiye Döküm Sanayicileri Derneği
Opsiyonel Ekipmanlar
ASENKRON MAKİNALAR - Bülent Ecevit Üniversitesi
tc selçuk üniversitesi fen bilimleri enstitüsü organik ve inorganik
Devam Eden Bilimsel Araştırma Projeleri (BAP) için Tıklayınız
Keystone Butterfly Valves, Model ParaSeal
Europrene-SBS-SIS-SEBS-HU - Elastomeri
ptfe ürünler mekanik işlem sızdırmazlık elemanları pnömatik
Bölüm 5
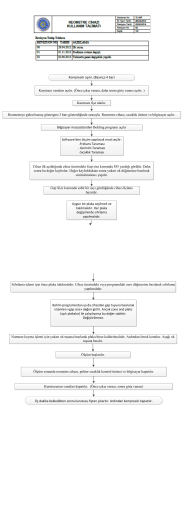
TL-047-Reometre Cihazı Kullanım Talimatı
ukazka1 - Biflos.sk
Isı İstasyonu Uygulama Sunumu
REOMETRE - Makina Mühendisliği
Oświadczenie o stanie rodzinnym, majątku, dochodach i źródłach